
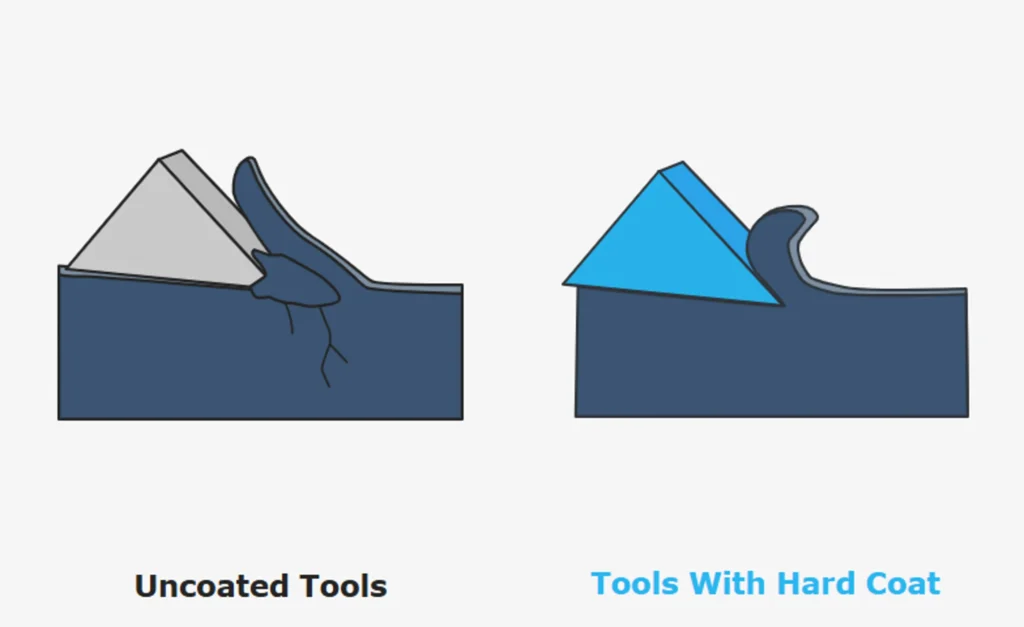
在高速加工、冲压成形与高光模具应用中,刀具与模具长期承受高温、摩擦与冲击载荷。热疲劳、磨损与表面开裂是导致工具提前失效的主要原因。
AlCrN 与 TiN 涂层通过先进PVD表面工程技术,为切削刀具、成形模具及高光塑胶模具提供可靠保护。
在压铸模与热作模具中,反复加热与冷却会造成材料膨胀收缩循环,形成热疲劳裂纹。裂纹持续扩展会导致:
这些问题直接影响产品尺寸稳定性与生产效率。
AlCrN 可在高温环境下保持结构稳定,显著减少磨损与热裂纹。
超低摩擦特性降低发热与粘附,减少树脂堆积与停机清洁时间。
Ra <0.1 μm 的低粗糙度确保孔口干净、孔壁平滑,抑制钉头缺陷。
高硬度涂层有效抵抗磨损与疲劳破坏。
采用 AlCrN 与 TiN 涂层可实现:
在高强度工业环境中,稳定性与耐久性是实现规模化生产的关键。
| 应用部件 | 推荐涂层 | 核心优势 |
|---|---|---|
| 切削刀具 | AlCrN | 高温耐磨,适合高速加工 |
| 冲压 / 成形模具 | AlCrN | 边缘耐久性强,附着力高 |
| 压铸镶件 | AlCrN + 等离子氮化 | 抗粘附与热疲劳裂纹 |
| 注塑模具 | TiN | 低摩擦脱模,保持表面光洁 |
| 高光模具 | TiN | 长期维持镜面效果 |
| 装饰模具 | TiN | 金色外观与耐磨保护 |
| 性能指标 | AlCrN | TiN | AlTiN | CrN |
|---|---|---|---|---|
| 厚度 (µm) | 1 – 4 | 1 – 4 | 1 – 4 | 1 – 4 |
| 显微硬度 (HV) | 3,200 | 2,300 | 3,300 | 2,000 |
| 干摩擦系数 | < 0.4 | < 0.4 | < 0.4 | < 0.4 |
| 最高使用温度 (°C) | 1,100 | 600 | 900 | 700 |
| 颜色 | 蓝灰 | 金黄 | 紫灰 | 银灰 |
AlCrN 适用于高温与高速切削环境,耐磨与耐热性能更强;TiN 更适合需要表面光洁与装饰效果的模具应用。
是。AlCrN 具备低摩擦与高温稳定性,适用于干式或高速切削。
标准厚度为 1–4µm,对尺寸公差影响极小,适用于精密刀具。
可以。AlCrN 可与等离子氮化结合,进一步提升压铸模具耐久性。
根据应用工况不同,刀具寿命通常可提升 2–5 倍,显著降低单件加工成本。